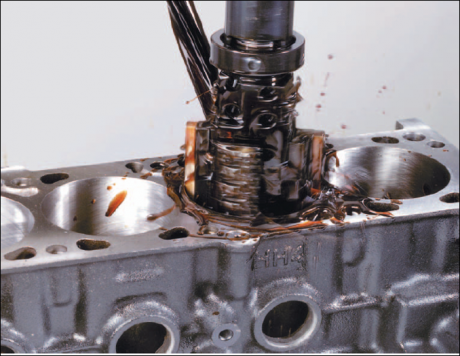
Honování Honování je obrušování povrchu brusnými kameny přitlačovanými na honovanou plochu silou v rozmezí od 0,35 do 1,4 Mpa. Kameny jsou uloženy ve zvláštní hlavě. V zásadě je možno touto metodou obrábět rovinné plochy a vnější i vnitřní válcové plochy, ale v praxi je dnes honování používáno pouze pro opracování děr. Honovací hlava je kovová. Na jejím obvodu jsou umístěny brusné kameny, mechanicky nebo hydraulicky přitlačované na honovanou plochu. Při práci se hlava současně otáčí a posouvá ve směru osy díry. V axiálním směru hlava z díry na obou jejích koncích částečně přejíždí. Během honování je nutno vydatně chladit a odplavovat brusivo uvolněné z kamenů. K tomu se užívá petrolej nebo olej v množství asi 50 litrů za minutu. Honováním se dosahuje přesného válcového tvaru bez ovality, kuželovitosti a vlnitosti povrchu. Rozměrová přesnost dosažená honováním je IT 6 až IT 7, drsnost povrchu Ra = 0,4 až 0,8. Při užití malých tlaků a rozdělení práce na dvě fáze – předběžnou a finální – je možno dosáhnout přesnosti IT 5 a drsnosti povrchu Ra = 0,1 až 0,2. Přídavek ponechávaný na honování je 0,02 až 0,25 mm.